
Perfekte Nuten in kleinen Bohrungen ausdrehen – 33 % mehr Werkzeugtandzeit
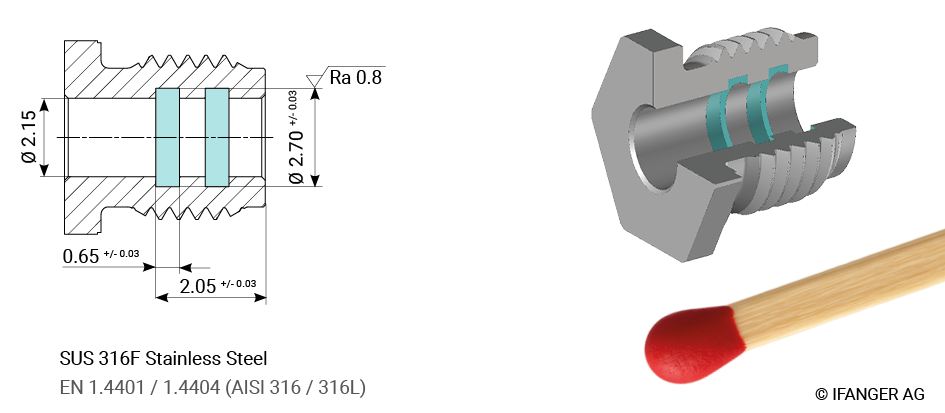
Ein führender vietnamesischer Produzent, der auf die Bearbeitung von Langdrehteilen spezialisiert ist, stand vor der Herausforderung, anspruchsvolle Hydraulikkomponenten aus rostfreiem Stahl SUS316F in hohen Stückzahlen zu fertigen (siehe untere Abbildung). Die grösste Herausforderung waren zwei Innennuten in einer kleinen Bohrung. Enge Toleranzen, schwierige Spanabfuhr und die anspruchsvolle Bearbeitung des Werkstoffs stellten hohe Anforderungen an Werkzeug und Prozesssicherheit.
Trotz des Einsatzes eines hochwertigen Nutwerkzeugs eines renommierten globalen Werkzeugherstellers hatte das Unternehmen weiterhin mit wiederkehrenden Produktionsproblemen zu kämpfen. Was auf den ersten Blick als kosteneffiziente Werkzeuglösung erschien, führte letztlich zu erheblichen Herausforderungen hinsichtlich Prozessstabilität, Bauteilqualität und Fertigungseffizienz.
Herausforderungen des Kunden
Die Herausforderungen des Kunden gingen weit über die anspruchsvolle Bearbeitung selbst hinaus. Die geforderte Oberflächengüte von Ra 0,8 konnte nur schwer konstant erreicht werden. Gleichzeitig nahm die Masshaltigkeit mit zunehmender Werkzeugstandzeit ab. Dadurch schwankten die Cp- und Cpk-Werte erheblich, was eine prozessstabile Fertigung erschwerte. Diese Probleme führten zu höherem Ausschuss, stärkeren Prozessschwankungen und steigenden Produktionskosten. Zudem wirkten sie sich negativ auf die Bauteilqualität und die Produktivität aus. Ein zuverlässiger und reproduzierbarer Bearbeitungsprozess wurde daher zu einem entscheidenden Erfolgsfaktor. Um langfristig wettbewerbsfähig zu bleiben und eine sichere Serienfertigung zu gewährleisten, benötigte das Unternehmen eine Bearbeitungslösung, die konstante Qualität, längere Werkzeugstandzeiten und maximale Prozesssicherheit bietet.
Die versteckten Kosten mangelnder Prozessstabilität
- Der Prozess erforderte eine ständige Bedienerüberwachung und liess keine mannlose Fertigung zu.
- Um die geforderten Toleranzen und die Oberflächengüte einzuhalten, mussten Abweichungen regelmässig korrigiert werden.
- Laufende manuelle Eingriffe waren notwendig, um den Prozess stabil zu halten.
- Mit zunehmendem Werkzeugverschleiss wurden die Prozesskennwerte (Cp und Cpk) instabiler.
- Die notwendigen Bedienerinterventionen reduzierten die Produktivität und erschwerten eine gleichbleibend hohe Prozessqualität.
Der Game Changer zum Durchbruch
Gemeinsam mit dem HUTSCOM-Team, dem langjährigen Vertriebspartner von IFANGER in Vietnam, ging der Kunde den Ursachen der Bearbeitungsprobleme auf den Grund. Dank seiner umfassenden Erfahrung in der Mikrobearbeitung auf Langdrehautomaten entwickelte das HUTSCOM-Team eine erfolgreiche Bearbeitungsstrategie mit einem leistungsstarken Werkzeugsystem:
Einem Hochleistungs-Nutwerkzeug mit ultradünner Beschichtung in Kombination mit einem vibrationsdämpfenden Werkzeughalter aus der IFANGER Swiss MicroTurn-Produktfamilie (siehe Abbildung unten). Das Ergebnis war ein echter Durchbruch. Die neue Lösung sorgte für deutlich höhere Prozessstabilität, verbesserte die Bauteilqualität und übertraf die Erwartungen des Kunden hinsichtlich Leistung und Zuverlässigkeit.
Einen zusätzlichen Produktivitätsschub brachte das integrierte QuickChange-System, mit dem Werkzeugwechsel innerhalb weniger Sekunden durchgeführt werden können. Dank der hohen Präzision des Werkzeughalters ist nach dem Werkzeugwechsel weder ein erneutes Vermessen noch eine Korrektur des Werkzeugoffsets erforderlich. Dadurch werden Maschinenstillstandszeiten reduziert, Einrichtfehler vermieden und die Effizienz des gesamten Fertigungsprozesses weiter gesteigert.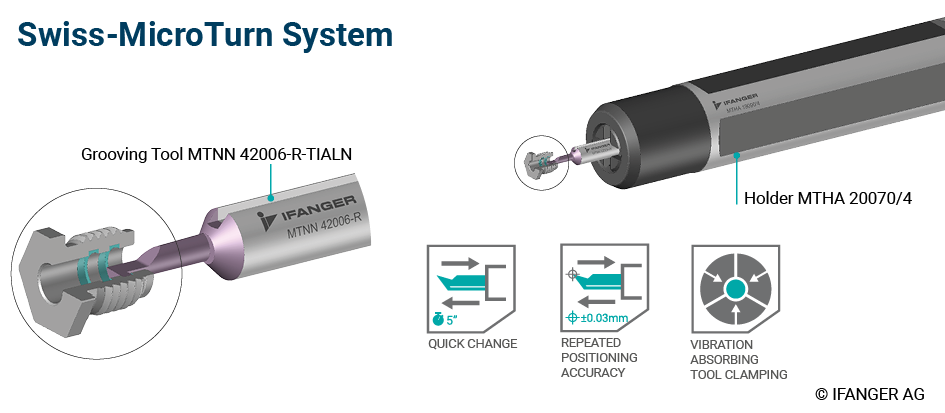
Deutliche Qualitätssteigerung
- Konstante Einhaltung der geforderten Oberflächengüte Ra 0,8
- Stabile Nutabmessungen über die gesamte Werkzeugstandzeit
- Reproduzierbare und stabile Cp- und Cpk-Werte
- Weniger Massabweichungen und deutlich höhere Prozesssicherheit
Produktivitätssteigerung
- Die geforderten Masse wurden über die gesamte Werkzeugstandzeit ohne Offsetkorrekturen eingehalten.
- Nach einmaligem Einrichten lief die Produktion bis zum Werkzeugwechsel ohne weitere Eingriffe.
- Weniger Bedienereingriffe steigerten Produktivität und Prozesssicherheit.
Technisches Setup und Schnittdaten
| Maschine | Tsugami BO205-II Swiss-type lathe |
| Werkstoff | SUS316F Edelstahl (EN 1.4401 / 1.4404) |
| Spindeldrehzahl (n) | 4,000 RPM |
| Vorschub (F) | 0.005 mm/rev |
| Bearbeitungstiefe (X1) | 0.275 mm |
| Bearbeitungslänge (Z1) | 0.05 mm |
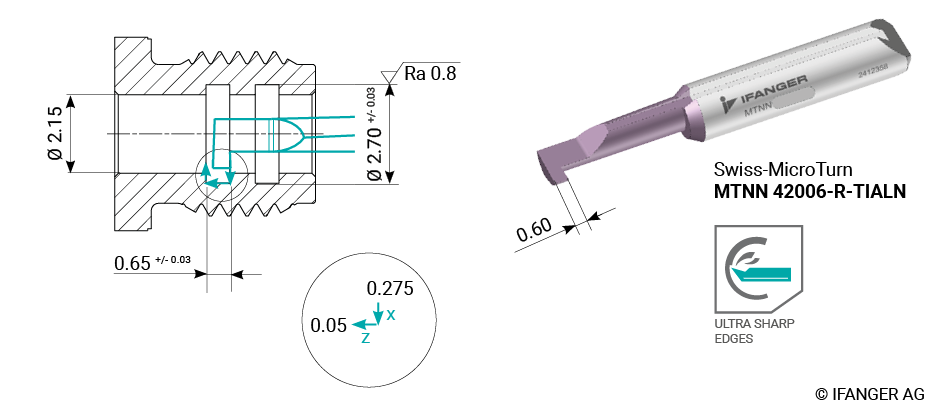
Das Nutwerkzeug MTNN 42006-R-TiAlN (Nutbreite 0,60 mm) wird radial in X1-Richtung bis auf Ø 2,70 mm zugestellt. Dies entspricht einer radialen Schnitttiefe von 0,275 mm. Anschliessend erfolgt eine Zustellung von 0,05 mm in Z1-Richtung zur Herstellung der finalen Nutbreite von 0,65 mm.
33 % mehr Standzeit, höhere Produktivität und niedrigere Kosten
Die Resultate sprechen für sich. Gegenüber der bisherigen Premium-Werkzeuglösung erhöhte das IFANGER-System die Werkzeugstandzeit um 33%, von 12'000 auf 16'000 gefertigte Nuten. Gleichzeitig profitierten die Anwender von einer höheren Prozessfähigkeit, einer konstanten Bauteilqualität und einer deutlich verbesserten Prozesssicherheit. Die längere Standzeit, weniger Produktionsunterbrechungen und die hohe Prozessstabilität ermöglichten eine produktivere und kosteneffizientere Fertigung.
Ergebnisse im Vergleich

| Kriterien | Vorher (Wettbewerber) | Nachher (Swiss-MicroTurn Solution) |
| Oberflächenqualität | Ra 0,8 konnte nicht konstant erreicht werden | Ra 0,8 wurde durchgängig eingehalten |
Masshaltigkeit | Schwankende Nutabmessungen | Stabile Nutabmessungen |
Prozessfähigkeit (Cp/Cpk) | Starke Schwankungen und eingeschränkte Prozesskontrolle | Hohe Prozessstabilität und zuverlässige Prozesskontrolle |
Werkzeugoffset-Korrekturen | Häufige Offsetkorrekturen erforderlich | Keine Offsetkorrekturen erforderlich |
Bedienerüberwachung | Ständige Bedienerüberwachung erforderlich | Minimale Überwachung erforderlich |
Prozessstabilität | Hohe Variabilität und inkonsistente Prozesse | Hohe Prozessstabilität und reproduzierbare Ergebnisse |
Produktivität | Reduziert durch manuelle Korrekturen und Maschinenstillstände | Deutlich gesteigert durch stabile Prozesse und minimale Stillstandszeiten |
Ablauf des Werkzeugwechsel | Nachmessen und Offsetkorrekturen erforderlich | Quick Change - Schnellwechsel ohne Nachmessen und Offsetkorrekturen |
Werkzeugstandzeit | 12'000 gefertigte Nuten | 16'000 gefertigte Nuten (+33 %) |
Produktionskosten | Höher aufgrund von Prozessinstabilität, Maschinenstillständen und Bedienereingriffen | Niedrigere Gesamtkosten durch höhere Effizienz und Zuverlässigkeit |
Wenn herausragende Leistung zu langfristiger Kundentreue führt
Nach einem erfolgreichen Praxistest auf einer Maschine und der anschliessenden Bewertung des gesamten Bearbeitungsprozesses bestätigte der *Kunde die hervorragenden Ergebnisse der IFANGER-Lösung. In der Folge wurde die Lösung von der ursprünglichen Testmaschine auf insgesamt vier Produktionsmaschinen ausgerollt. Der Kunde zeigte sich äusserst zufrieden mit der erzielten Bearbeitungsleistung, der hohen Bauteilqualität und der aussergewöhnlichen Prozessstabilität. Obwohl die IFANGER-Werkzeuglösung in der Anschaffung deutlich teurer ist als das zuvor eingesetzte Werkzeugsystem, kam der Kunde zum Schluss, dass die Verbesserungen bei Qualität, Prozessstabilität und Werkzeugstandzeit sowie die deutlich reduzierten Bedienereingriffe die Investition mehr als rechtfertigen. Diese Vorteile führen zu deutlich niedrigeren Gesamtkosten und einer höheren Wertschöpfung pro Werkstück.
*Aus Vertraulichkeitsgründen hat der Kunde darum gebeten, in öffentlichen Referenzberichten sowie in Marketing- und Werbematerialien nicht namentlich genannt zu werden.
HUTSCOM – Mehr als ein Händler, ein verlässlicher Technologiepartner
HUTSCOM hat sich als einer der angesehensten Partner Vietnams für Präzisionsbearbeitung etabliert. Seit seiner Gründung hat sich das Unternehmen einen hervorragenden Ruf aufgebaut, indem es hochwertige Werkzeugsysteme führender internationaler Hersteller mit erstklassiger Anwendungsunterstützung und fundiertem Know-how in der Zerspanungtechnik verbindet. Was HUTSCOM besonders auszeichnet, ist das konsequente Engagement für den Erfolg seiner Kunden. Anstatt lediglich Werkzeuge zu liefern, arbeitet das Team eng mit den Anwendern in der Fertigung zusammen. Dabei unterstützt es sie bei der Optimierung von Prozessen, der Lösung anspruchsvoller Bearbeitungsaufgaben sowie der Steigerung von Produktivität, Qualität und Wirtschaftlichkeit. Die erfahrenen Anwendungstechniker bringen wertvolles Prozesswissen und einen praxisorientierten Ansatz mit, der von den Kunden sehr geschätzt wird. Für IFANGER hat sich HUTSCOM in Vietnam als äusserst kompetenter und zuverlässiger Partner erwiesen. Professionalität, technische Expertise und der Anspruch, stets die beste Lösung für den Kunden zu finden, haben entscheidend dazu beigetragen, anspruchsvolle Bearbeitungsaufgaben in erfolgreiche Produktionslösungen zu verwandeln.
HUTSCOM ist weit mehr als ein Vertriebspartner – HUTSCOM ist ein vertrauenswürdiger Technologiepartner, der für Kunden und Hersteller gleichermassen nachhaltigen Mehrwert schafft.