Wenn jede Sekunde zählt!
Maximale Effizienz und Präzision in der Innenbearbeitung. Durch innovative Bearbeitungsstrategien lässt sich die Produktivität deutlich steigern und Prozesse werden optimiert. Entdecken Sie neue Möglichkeiten für eine wirtschaftliche Fertigung!
Herausforderung
In bestimmten Situationen ist es erforderlich, die Innenkonturbearbeitung eines Drehteils mit nur einem einzigen Werkzeug durchzuführen. Dies kann beispielsweise notwendig sein, wenn minimale Taktzeiten, eingeschränkte Werkzeugplätze oder spezielle Bearbeitungsanforderungen vorliegen.
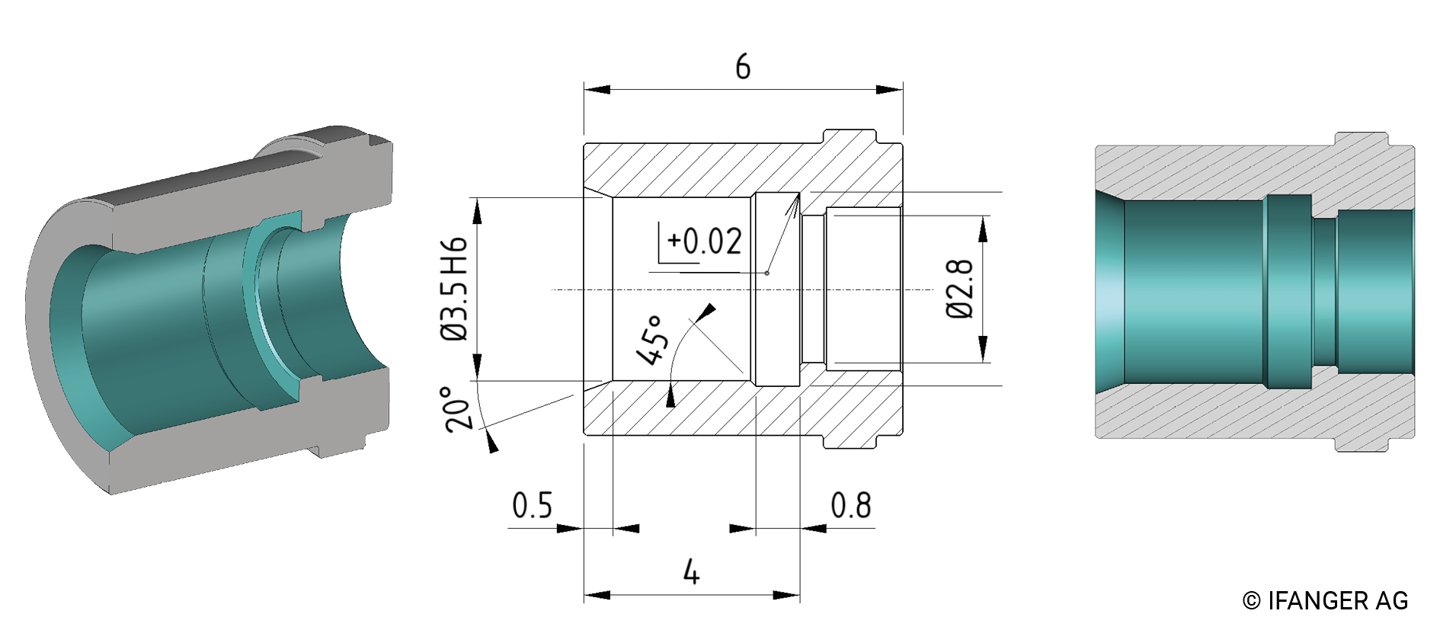
Beispiel aus der Praxis
Das nachfolgend dargestellte Bauteil mit engen Toleranzen wird auf einer Rundtaktmaschine gefertigt. Aufgrund der kurzen Taktzeiten ist ein Werkzeugwechsel während der Innenkonturbearbeitung nicht möglich. Gesucht wird daher ein Werkzeug, das sowohl das Vorschruppen als auch die Fertigbearbeitung der Kontur – einschliesslich Fasen, präziser Bohrungen und Einstiche – übernehmen kann.
Lösung
Für klassische Rückwärtsbearbeitungen sind die MTKR-Rückwärts-Kopierstähle der Swiss-MicroTurn-Linie von Ifanger die erste Wahl. Müssen zusätzlich Nuten eingebracht werden, bieten sich die Nutenstähle der MTNN-Familie an – ideal für die präzise und prozesssichere Innenbearbeitung. Dies wird in der untenstehenden Abbildung veranschaulicht.

Dank ihrer scharfen Schneiden und grosszügigen Freiwinkel ermöglichen die MTNN-Nutenstähle eine effiziente spanende Bearbeitung, selbst bei Rückwärtsbewegungen. Zudem sind sie besonders geeignet zur Fertigung eckiger Nuten. Werkzeugradien, Span- und Freiwinkel, Werkzeughalslängen sowie Beschichtungen lassen sich auf Wunsch an spezifische Materialanforderungen oder komplexe Werkstückgeometrien anpassen. Bei erhöhter Bruchgefahr kann auch die Hartmetallzusammensetzung bzw. das Substrat gezielt modifiziert werden.
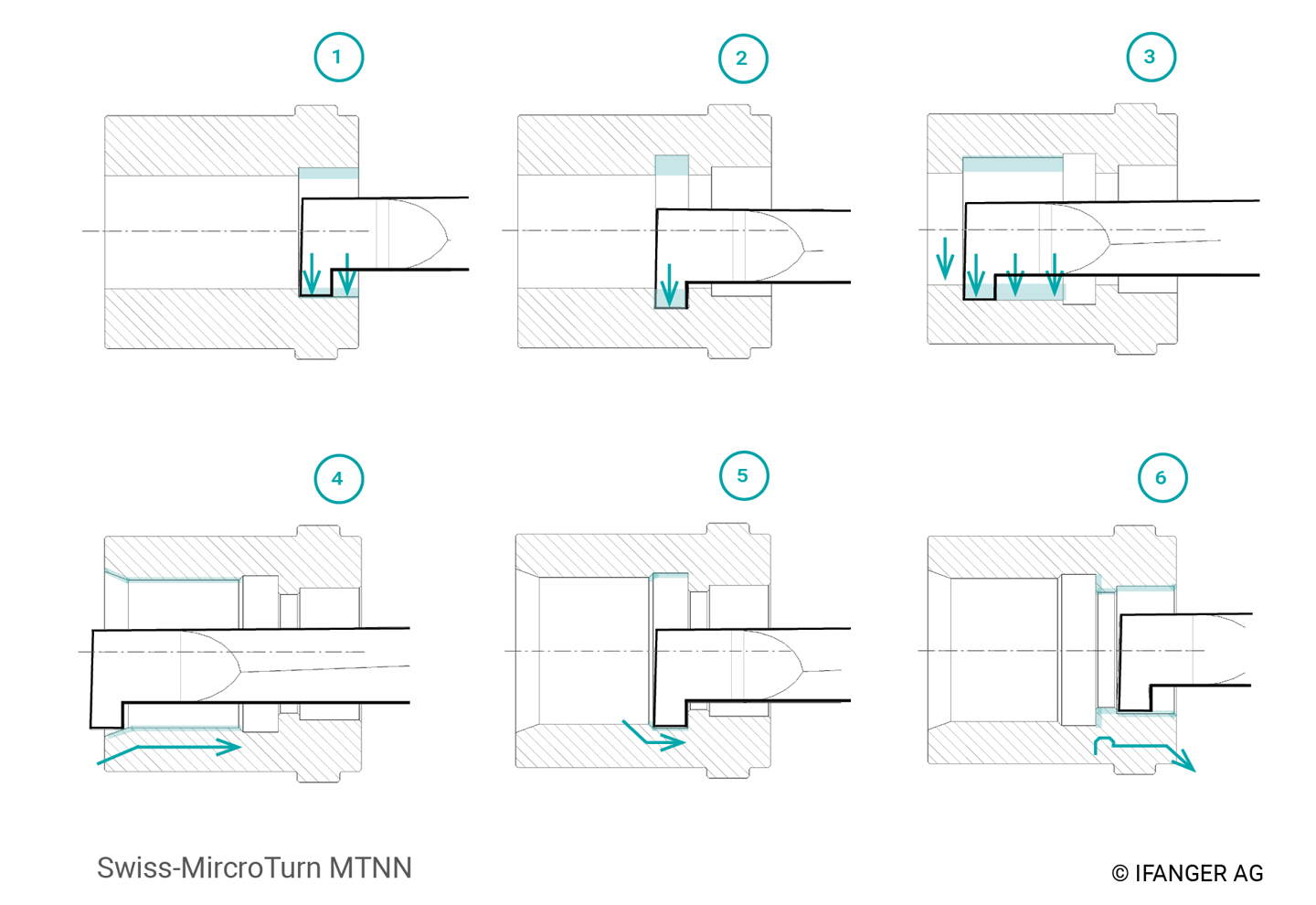
Bearbeitungsstrategie
Das Werkstück wird zunächst auf einen Durchmesser von 2,6 mm vorgebohrt. Das Vorschruppen erfolgt anschliessend mit dem MTNN-Nutenstahl durch sukzessives radiales Einstechen entlang der Achse (Abb. 1 - 3) – beginnend an der Vorderseite bis zur Rückseite des Bauteils. Der Schlichtgang wird anschliessend in Rückwärtsbewegung ausgeführt (Abb. 4 - 6), um eine präzise und saubere Endbearbeitung sicherzustellen.