Lorsque chaque seconde compte !
Efficacité et précision maximale dans l'usinage intérieur. Des stratégies d'usinage innovantes permettent d'augmenter considérablement la productivité et d'optimiser les processus. Découvrez de nouvelles possibilités pour un usinage économique !
Défi
Il est parfois nécessaire d'effectuer l'usinage du contour intérieur d'une pièce tournée avec un seul outil. Par exemple pour minimiser le temps de cycle, parce que le nombre d'emplacements d'outils est limité ou pour des exigences d'usinage spéciales.
Exemple tiré de la pratique
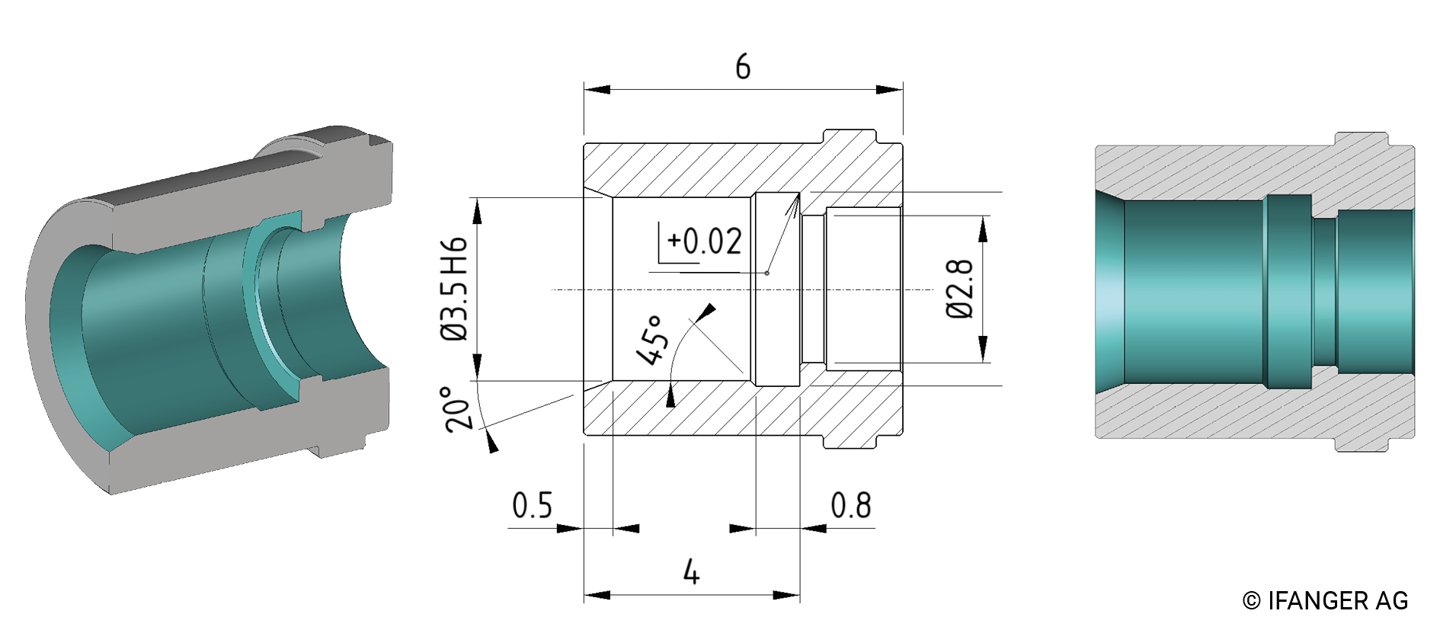
La pièce représentée ci-dessous, avec des tolérances étroites, est fabriquée sur une machine transfert. En raison des temps de cycle très courts, il n'est pas possible de changer d'outil pendant l'usinage du contour intérieur. Il faut donc un outil capable d'assurer aussi bien l'ébauche que la finition du contour - y compris les chanfreins, les alésages aux tolérances serrées et les gorges.
Solution
Pour les usinages classiques en reprise, les burins à copier en tirant MTKR de la ligne Swiss-MicroTurn d'Ifanger répondent en général parfaitement au besoin. S'il faut par contre réaliser des rainures, les outils de la famille MTNN s'imposent, idéaux pour un usinage intérieur précis et sûr. C'est ce qu'illustre l'image ci-dessous. Grâce à leurs arêtes vives et à leurs angles de dépouille généreux, les burins à rainurer MTNN ou MTNU permettent un usinage efficace. De plus, ils sont particulièrement adaptés à la fabrication de gorges avec des angles vifs. Les rayons d'outil, les angles de coupe et de dépouille, les longueurs de col d'outil ainsi que les revêtements peuvent être adaptés sur demande aux exigences spécifiques des matériaux ou aux géométries complexes des pièces à usiner. En cas de risque de rupture accru, la composition du carbure ou le revêtement peuvent également être modifiés de manière ciblée.

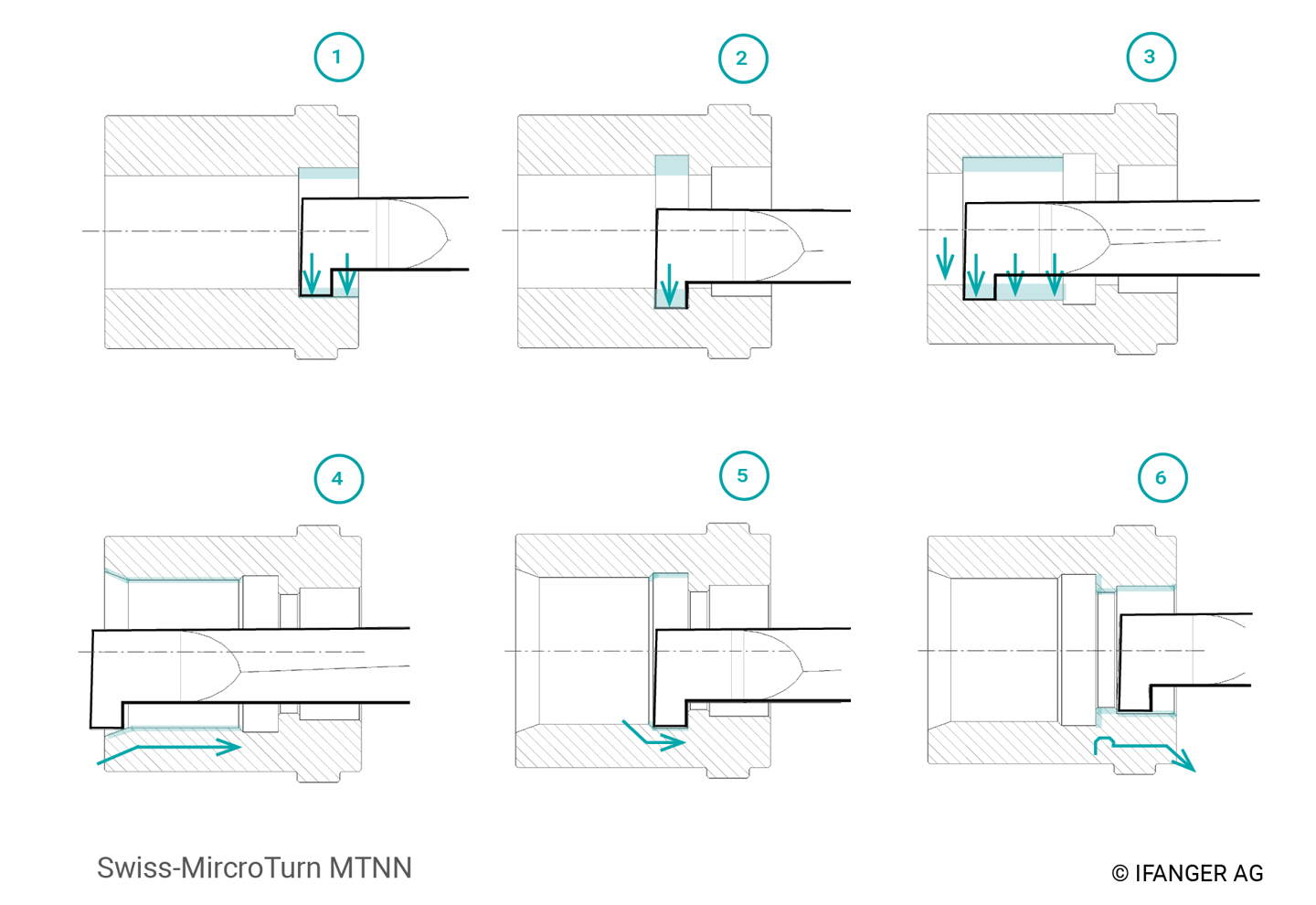
Stratégie d'usinage
La pièce est d'abord pré-percée à un diamètre de 2,6 mm. L'ébauche est ensuite réalisée avec un burin à rainurer MTNN 42508-R-TIALN par des gorges radiales successives le long de l'axe (fig. 1 - 3) - en commençant par la face avant et en terminant par la face arrière de la pièce. L'opération de finition est ensuite réalisée en tirant et en travaillant avec l‘angle de l‘outil (fig. 4 - 6) afin d'assurer une finition précise et propre.